Устройство и ремонт сварочных инверторов "TELWIN TECHNOLOGY 175, 188CE/GE, 210"В статье приводится материал по распространенным в России сварочным инверторам TECHNOLOGY итальянской фирмы TELWIN. Несмотря на то что эти инверторы собраны по классической схеме на относительно недорогих компонентах, они имеют достаточно высокую стоимость обслуживания в авторизованных сервисных центрах. Автор подробно описывает устройство этих инверторов и методику их ремонта.
Сварочные инверторы TELWIN и основные характеристики линейки TECHNOLOGY
Фирма TELWIN выпускает широкий спектр оборудования, предназначенного для проведения сварочных работ по металлу:
– сварочные инверторы для ручной дуговой сварки MMA (Manual Metal Arc) штучными сменными электродами с антипригарным покрытием;
– инверторы для полуавтоматической сварки электродной проволокой в среде химически инертных и активных защитных газов MIG (Мetal Inert Gas)/MAG (Metal Activ Gas);
– инверторы для ручной сварки неплавящимися вольфрамовыми электродами в среде защитного газа — аргона TIG (Tungsten Inert Gas welding);
– инверторы для контактной точечной сварки SPOT (SPOT welding);
– оборудование, предназначенное для плазменной резки.
Сварочные агрегаты фирмы TELWIN спроектированы на основе инверторной технологии, что положительно повлияло на получение их высоких технико-эксплуатационных характеристик. Отличительной особенностью инверторов являются компактность, небольшой вес и воздушное охлаждение. Для их питания используется переменный ток. Также имеется возможность корректировки параметров сварки в процессе работы.
Мощность инверторов зависит от модели и лежит в диапазоне от 1,6 до 8 кВт. Базовые модели переносных ручных инверторов имеют класс защиты не ниже IP21. Дополнительные функции включают опции электронного контроля состояния инвертора в работе, термозащиты, сглаживания и защиты от перепадов напряжения, а также защиту электрода от прилипания.
Сварочные инверторы работают с такими металлами, как сталь, алюминий, медь, магний, никель, титан, чугун, а также со сплавами, в состав которых входят эти компоненты. Инверторы выпускаются как для бытового, так и для профессионального применения.

Рис. 1. Внешний вид сварочных инверторов линейки TECHNOLOGY
Сварочные инверторы „TECHNOLOGY 175, 188CE/GE, 210» (рис. 1) имеют следующие основные характеристики:
– напряжение питания: 230 В;
– диапазон регулировки тока: 5…160 A (T175), 5…150 A (T188CE/GE), 5…180 A (T210);
– максимальное холостое напряжение: 111 (T188CE/GE) и 85 В (T175, T210);
– рассеиваемая мощность: 3,7…6 кВт (T210);
– минимальная генерируемая мощность: 8 кВт (T210);
– диаметр используемых электродов: 1,6…4 (T175, T188CE/GE) и 1,6…6 мм (T210);
– габаритные размеры — 385Ч150Ч265 (T175, T188CE/GE) и 355Ч465Ч185 мм (T210);
– вес: 6,1 кг (T175), 6,5 кг (T188CE/GE) и 10,7 кг (Е210).
Приведем особенности линейки инверторов TECHNOLOGY:
– „горячий» запуск, легкий поджиг дуги (HOT START);
– стабилизация дуги во время сварки (ARC FORCE);
– устойчивое функционирование при перепадах сетевого напряжения;
– опция предотвращения прилипания электрода (ANTI-STICK);
– защита от избыточного нагрева, от превышения сетевого напряжения и потребляемого тока;
– эффективная система охлаждения воздухом;
– устойчивая работа инвертора при скачках напряжения в пределах ±15%.
На рис. 1 показан внешний вид сварочных инверторов линейки TECHNOLOGY
Сварочный инвертор поставляется в наборе с полным комплектом сварочных принадлежностей и кейсом из алюминия.
Все инверторы линейки TECHNOLOGY являются однофазными переносными устройствами с воздушным охлаждением для ручной дуговой сварки. С их помощью также можно производить аргонодуговую сварку на постоянном токе с контактным поджигом дуги.
Модель "TECHNOLOGY 188CE/GE" предназначена для сварки целлюлозным электродом диаметром до 4 мм, а также для сварки покрытыми электродами: алюминиевыми, рутиловыми, обычными, из нержавеющей стали и чугунными диаметром до 3,2 мм. Данная модель адаптирована для питания от генератора.
Модели "TECHNOLOGY 175/210" представляют собой инверторы для ручной сварки покрытыми электродами, а именно: рутиловыми, обычными, из нержавеющей стали, чугуна и т.д. Указанные модели также позволяют обеспечить аргонодуговую сварку на постоянном токе с контактным поджигом дуги.
Структурная схема
Структурная схема сварочных инверторов линейки TECHNOLOGY показана на рис. 2. Напряжение питания переменной сети 220 В поступает на сетевой фильтр, препятствующий проникновению помех, излучаемых инвертором, в питающую сеть и помех от других устройств, проникающих в инвертор.
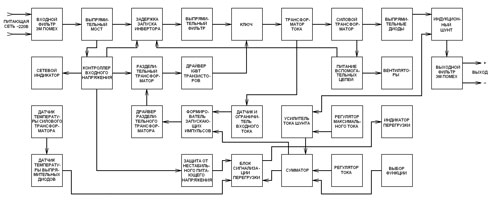
С входного фильтра питающее напряжение поступает на выпрямительный диодный мост, собранный на двух параллельно включенных диодных сборках. Пульсирующее выпрямленное напряжение поступает на узел задержки запуска инвертора, который ограничивает ток зарядки конденсаторов выпрямительного фильтра в момент включения инвертора в сеть и предотвращает пробой выпрямительного диодного моста.
Пульсирующее напряжение выпрямляется выпрямительным фильтром и подается на ключ, выполненный на четырех мощных IGBT-транзисторах. Ключ преобразует постоянное напряжение, получаемое от фильтра в токовые импульсы высокой частоты, которые поступают в первичную обмотку силового трансформатора и тем самым обеспечивают накопление в нем энергии. Регулировка выходного напряжения и тока инвертора в течение процесса сварки происходит за счет изменения скважности управляющих импульсов ключа.
Токовый трансформатор измеряет силу тока, протекающего через первичную обмотку силового трансформатора, и формирует сигнал для дальнейшей обработки в блок датчика и ограничителя тока первичных цепей инвертора.
В зависимости от информации, получаемой от датчика тока и блока сумматора, устанавливающего выходное напряжение и рабочий ток инвертора, формирователь запускающих импульсов соответствующим образом изменяет длительность выходных импульсов. Таким образом, осуществляется широтно-импульсная модуляция (ШИМ) импульсов, позволяющая увеличивать или уменьшать накапливаемую в силовом трансформаторе энергию, поддерживая выходные напряжение и ток инвертора в установленных пределах.
С формирователя импульсы подаются на драйвер разделительного трансформатора и, далее, на симметрирующий разделительный трансформатор.
Разделительный трансформатор обеспечивает формирование синфазных запускающих импульсов и подает их на драйвер IGBT-транзисторов. Драйвер формирует требуемые для работы IGBT-транзисторов фронты и спады запускающих импульсов и обеспечивает коммутацию ключа.
Полное содержание статьи доступно только в печатном варианте. Вы можете приобрести свежие номера Р&С или оформить подписку в редакции | 