Принципы функционирования сварочного аппарата "Fox Weld SW2500"В статье рассматривается аппарат контактно-конденсаторной сварки „Fox Weld SW2500», который также присутствует на рынке под брендами Dongsen, HiTronic, Relon, Rilon, Riland, Rivcen, ТСС.
Сварочный аппарат „Fox Weld SW2500» (далее — SW2500) предназначен для приваривания металлических шпилек диаметром до М10 включительно. Существует также младшая модель схожей конструкции, имеющая меньшую мощность — SW1600 (диаметр шпилек до М6).
Принцип работы точечной конденсаторной сварки основан на расплавлении металла за счет тока разрядки батареи конденсаторов большой емкости, протекающего сквозь точку контакта свариваемых поверхностей. Процесс характеризуется малой длительностью (единицы миллисекунд) и малой глубиной расплавления поверхности (порядка 0,1 мм), что предотвращает перегрев и деформацию деталей из тонколистового металла. Благодаря этому данный тип сварки широко применяется в тех сценариях использования, где требуется работать с изделиями из листового металла — корпусами, коробами, шкафами, кузовами.
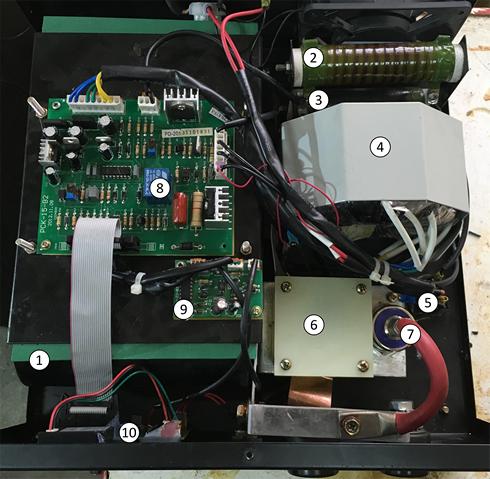
Рис. 1. Сварочный источник SW2500, вид сверху, где: 1 — батарея конденсаторов (С16 — С18); 2 — резистор ограничения зарядного тока (R32); 3 — резистор разряда батареи (R33); 4 — трансформатор питания (T1); 5 — диодный мост заряда батареи (VB1); 6 — выходной тиристор (VS1); 7 — защитный диод (VD1); 8 — силовая плата; 9 — плата защиты от КЗ, 10 — плата управления и индикации
Аппарат для приваривания шпилек отличается от прочих устройств точечной сварки наличием специально сконструированного сварочного пистолета, позволяющего легко и точно позиционировать шпильку, удерживать ее перпендикулярно поверхности, а в момент сварки обеспечить прижим с оптимальным усилием.
Примечание. Из-за многообразия конечных реализаций продукта нумерация элементов на приведенных фрагментах принципиальных плат может не соответствовать тому или иному аппарату. Кроме того, возможно присутствие в схеме несущественных изменений, вносимых производителями.
Внимание! Энергия, накопленная в батарее конденсаторов, представляет смертельную угрозу! Перед проведением любых работ и/или измерений в цепях сварочного источника необходимо разрядить батарею с помощью мощного резистора или лампы накаливания и убедиться, что напряжение на ней снизилось до безопасного уровня.
Внешний вид сварочного аппарата SW2500 со снятой верхней крышкой приведен на рис. 1, а принципиальная электрическая схема силовой платы — на рис. 2. Он работает в циклическом режиме: заряд — готовность — сварка (разряд). Текущее состояние аппарата индицируется тремя светодиодами на передней панели.
Полное содержание статьи доступно только в печатном варианте. Вы можете приобрести свежие номера Р&С или оформить подписку в редакции | 