Конструкция и ремонт сварочных аппаратов Fubag, Gysmi, ToolUp SparОбщие сведения
Компактные бытовые сварочные источники французского производителя GYS S.A., присутствующие на рынке под брендами Gysmi, Fubag и ToolUp Spark с микроконтроллерным управлением, пожалуй, можно назвать самыми нелюбимыми среди ремонтников. Причина заключается в особенностях устройства — вся силовая часть собрана на модуле, составляющем одно целое с радиатором, а сигнальные линии этого модуля припаяны к основной плате неразъемной "гребенкой". Таким образом, ремонт силового модуля подразумевает некоторые дополнительные процедуры, и в ряде мастерских (особенно тех, что характеризуются слабой технической оснащенностью и недостатком опытных мастеров) весьма затруднителен с большим процентом брака. Кроме того, компонентный ремонт затрудняется отсутствием позиционных обозначений элементов на печатной плате аппарата.
При всем этом, с точки зрения пользователя, данные источники являются хорошим выбором, поскольку компактны и довольно надежны. Среди наиболее часто встречающихся неисправностей — отказ блока питания (БП) из-за скачков и нестабильности сетевого напряжения, пробой выходных диодов, механические повреждения контактных стоек модуля.
Сварочные источники этого семейства имеют множество вариаций, в большей или меньшей степени схемотехнически схожих. За основу при написании этой статьи были взяты аппараты линейки "Fubag IN160" ("Gysmi 161"). Впрочем, рассматриваемые в статье общие принципы функционирования будут справедливы для всего семейства инверторных сварочных аппаратов.
Примечание. По причине разнообразия конечных реализаций продукта, нумерация элементов на приведенных фрагментах принципиальных плат может не соответствовать тому или иному аппарату. Кроме того, возможно присутствие в схеме тех или иных изменений, присутствующих в разных моделях и ревизиях.
Внимание! Перед проведением любых работ и/или измерений в цепях сварочного источника необходимо разрядить конденсаторы фильтра выпрямленного напряжения с помощью мощного резистора или лампы накаливания и убедиться, что напряжение на конденсаторах фильтра снизилось до безопасного уровня.
Устройство и функционирование сварочного источника
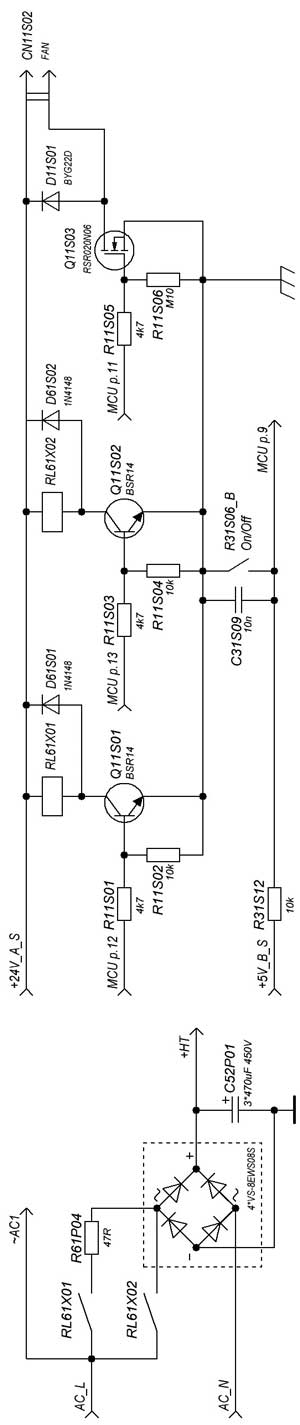
Рис. 1. Входной выпрямитель и управление реле предварительной зарядки
Входное напряжение питающей сети подается на выпрямитель (рис. 1). Конструктивно диоды выпрямительного моста (на рис. 1 обведены пунктиром) находятся на силовом модуле. Существенное отличие от большинства других конструкций сварочных аппаратов заключается в применении двух нормально разомкнутых реле предварительной зарядки R61X01 и R61X02. Таким образом, во время холодного пуска силовая часть аппарата полностью обесточена. При этом напряжение сети через резистор R41P21 подается на выпрямительные диоды D41P13, D41P14 и на сток MOSFET Q41P01 (рис. 2). Одновременно на затвор этого транзистора через цепь резисторов R41P01-R41P08 и диод D41P11 подается напряжение, ограниченное по величине стабилитроном D41P09. Поскольку в данном случае потенциал затвора положителен относительно истока, Q41P01 открывается, и конденсатор БП C51P01 заряжается, а питание для первоначального запуска ШИМ контроллера подается через цепь R51P21-R51P23.
Полное содержание статьи доступно только в печатном варианте. Вы можете приобрести свежие номера Р&С или оформить подписку в редакции | 