Современные методы монтажа и замены электронных компонентовКаждый, кто сталкивается с задачей заменить неисправный компонент на печатной плате, как правило, создает свой уникальный метод выполнения этой операции. Об изобретательности наших ремонтников ходят легенды. Что только не применяется для того, чтобы снять с платы „паука”, не погнув ни одной из ста его „ног” и не оторвав контактные площадки. В ход идут и лезвия, и раскаленная нихромовая проволока и газовые горелки и множество других ухищрений. Результат обычно достигается, но увы не без потерь: перегреваются корпуса, нарушается форма выводов, рвутся печатные проводники…

В тоже время существуют приспособления, позволяющие заменять компоненты в считанные минуты и без разрушающего эффекта. Это удается сделать с помощью паяльных станций — настольных приборов, работающих с различными термоинструментами (паяльниками), позволяющими выпаять или установить любой выпускаемый в мире компонент. Рассмотрим работу паяльных станций американской фирмы PACE Inc. — ведущего производителя паяльных систем.
Наиболее популярными среди ремонтников сервисных центров стали станции серии МВТ, обеспечивающие не только термоуправление, но и содержащие встроенную вакуумно-компрессорную систему. Таким образом, к любой станции можно подключить универсальный или вакуумный паяльник, термопинцет или термоэкстрактор с вакуумным захватом планарных компонентов.
Рассмотрим конкретные задачи и их решения с помощью подобных систем.
1.Демонтаж ДИП корпуса и любых других компонентов, установленных в отверстия

Эту операцию выполняют с помощью вакуумного паяльника SX-70 с трубчатым наконечником. Инструмент подключают к каналу термоуправления паяльной станции, а также с помощью воздушной трубки к встроенному вакуумному насосу. Наконечник устанавливают на контактную площадку с обратной от компонента стороны платы. Система термоуправления поддерживает заданную температуру наконечника, не позволяя ей понизиться даже под воздействием теплоотвода многослойной печатной платы. В результате через 1-2 с расплавляется припой во всем металлизированном отверстии. Далее оператор с помощью кнопки на паяльнике приводит в действие насос, который благодаря вакуумному клапану обеспечивает мгновенно нарастающее разряжение. Вследствие такого „пневмоудара” припой полностью удаляется из отверстия и скапливается в стеклянном резервуаре внутри рукоятки.
Продолжающий действовать вакуум создает охлаждающий поток воздуха через отверстие, препятствующий припаиванию вывода к стенке отверстия. После освобождения от припоя всех выводов компонент беспрепятственно вынимается из платы.
2.Демонтаж поверхностных микросхем с J-образными выводами (PLCC, SIMM.)

Основная особенность работы с поверхностно монтируемыми компонентами заключается в том, что для успешного демонтажа все выводы должны быть отпаяны одновременно. Для этого имеется большое количество наконечников разных форм и размеров, соответствующих различным компонентам. Основным инструментом для демонтажа в SMT является термопинцет ТТ-65. Он позволяет демонтировать практически любой поверхностный компонент с помощью соответствующего наконечника. Единственным условием успешного выполнения операции является одновременный тепловой контакт со всеми выводами, для чего между каждым выводом и наконечником должен оказаться расплавленный припой, который и обеспечит быструю передачу тепла. Для этого рабочую поверхность наконечника необходимо тщательно облудить припоем. После отпайки выводов компонент удерживается механическим захватом и удаляется с платы. Вся операция занимает 2-3 с, и поскольку непосредственному нагреву подвергаются только выводы компонента, а корпус нагревается уже от них, компонент не успевает перегреться. Последнее обстоятельство выгодно отличает данное приспособление от часто применяемого в таких случаях фена, нагревающего до температуры плавления все, что попадает под воздушную струю.
3.Демонтаж микросхем планарного исполнения (SOIC, PQFP, TSOP)

Горизонтальные выводы этих микросхем затрудняют механический захват с помощью термопинцета, поэтому для них применяют другие термоинструменты. Корпуса малых размеров (до 56 выводов) демонтируются с помощью универсального паяльника SP-2A, оснащенного наконечником, повторяющим форму компонента. После контакта наконечника со всеми выводами через массу расплавленного припоя компонент притягивается к наконечнику за счет поверхностного натяжения и легко удаляется с платы.

Если корпус крупнее (от 64 до 208 выводов), то поверхностного натяжения недостаточно для его подъема. В этом случае применяют термоэкстрактор ТР-65. Внутри его наконечника имеется присоска, подключенная к вакуумной системе паяльной станции. После отпайки выводов компонент удаляется с платы с помощью вакуумного захвата.
Особое место занимает демонтаж очень крупных корпусов (от160 до 304 выводов). Большие теплопотери за счет рассеивания наконечника и теплоотвода, переходящие в печатную плату, требуют повышенной мощности нагревателя, поэтому в этом случае применяют двойной термоэкстрактор DTP-80.
4.Монтаж поверхностных микросхем
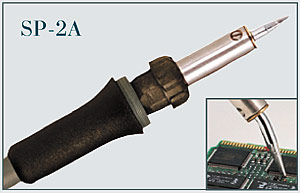
До сих пор встречаются трудоголики, тщательно пропаивающие каждый вывод многовыводного поверхностного компонента. Те же, кто работает с оборудованием РАСЕ, выполняют эту элементарную операцию паяльником SP-2A с наконечником „миниволна”.
Миниволной называют наконечник с углублением в рабочей части, благодаря которому увеличивается площадь поверхности и соответственно поверхностное натяжение. Если в такой наконечник поместить каплю припоя, то с ее помощью можно пропаивать ряд выводов поверхностного компонента одним движением. Каждый контакт берет из „миниволны” оптимальное количество припоя, а остаток втягивается в наконечник с помощью поверхностного натяжения , не оставляя коротких замыканий. Этот прием позволяет пропаять и микросхемы с малым шагом между выводами (0.5мм и менее), нужно только подобрать подходящий размер „миниволны”.
Хочется сразу предостеречь умельцев от попыток изготовить „миниволну” из обычного медного жала паяльника. Наконечники РАСЕ выполнены по достаточно сложной технологии с многослойным защитным покрытием, в результате чего их ресурс составляет от нескольких месяцев до нескольких лет. Наконечники, изготовленные кустарным способом, выгорают через часы, а то и минуты работы. Края углубления становятся неровными, и такая „миниволна” не выполняет поставленной задачи.
5. Монтаж керамических конденсаторов и других CHIP компонентов
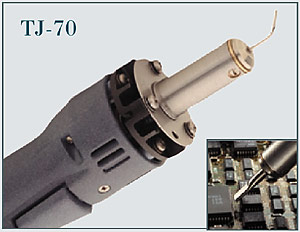
Мелкие поверхностные компоненты также могут быть установлены с помощью „миниволны” за исключением керамических конденсаторов, которые разрушаются при контакте с горячим паяльником. Безопасной скоростью нагрева керамики от комнатной температуры считается 5°С/с. Такой плавный нагрев можно выполнить либо горячим воздухом, подаваемым с помощью минитермофена TJ-70, либо термоимпульсным пинцетом, кстати, тоже выпускаемым фирмой РАСЕ.
Кроме того, применение горячего воздуха для пайки CHIP компонентов целесообразно, учитывая возможность их самопозиционирования. Вся операция выглядит следующим образом: на очищенные и обезжиренные контактные площадки наносится паяльная паста из специального дозатора (допускается нанесение пасты из ручного диспенсера, но в этом случае на всех контактах будет разное количество припоя, что не всегда соответствует технологическим требованиям). Компонент помещается на плату так, чтобы его контакты попали на капли паяльной пасты. Важно, что при этом не нужно тратить время и усилия на точную установку крошечного компонента. При расплавлении пасты под сфокусированным потоком горячего воздуха компонент сам займет правильное положение относительно контактных площадок благодаря силам поверхностного натяжения. Этот эффект в несколько раз повышает производительность и облегчает операцию монтажа мелких поверхностных компонентов.

Мы рассмотрели наиболее характерные задачи, возникающие в процессе ремонта, однако возможности паяльных станций этим не ограничиваются. С появлением новых типов компонентов, например BGA, сразу появляется соответствующий инструмент для его замены.
Материал подготовлен фирмой
Аргус Трейдинг Лимитед.
Дмитрий Колесов,
Тел:(095) 945-2780
Интернет: www. argus-x.com | 